Lehim, Lehimleme Ve Teknolojisi
LEHİM NEDİR?
İki veya daha çok metali farklı oranlarda içeren alaşımdır.
Elektriksel işlerde, lehim genellikle kalay(Sn) ve kurşun(Pb) alaşımıdır. Yine de, özel lehimleme alaşımlarında gümüş(Ag), çinko(Zn), ve antimon(Sb) içerir. Genel tanım Kurşunlu lehim madde oranlarını içermektedir.
LEHİMLEME NEDİR?
Lehimleme, ısıtılmış haldeyken metaller arasında ve etrafında akabilen düşük erime noktalı bir alaşımının (lehim) soğuması ve sertleşmesi esnasında iki farklı metalli birbirine bağlaması ile gerçekleştirilen bir işlemdir.

DOĞRU LEHİMLEME NEDİR?
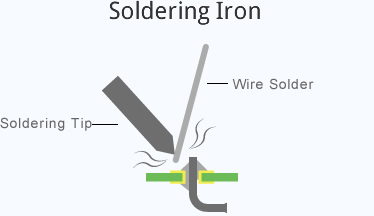
Doğru bir lehimlemenin yapılabilmesi için malzeme bacağı ile ped arasına havya ucu 45 derecelik bir yatay düzlemde yerleştirilir.
- Havya ucu ile malzeme bacağının dokunmuş olduğu bölgeye az miktarda lehim uygulayarak ısı iletimi hızlandırılır.
- Daha sonra havya ucunun tam karşısından lehim verilmeye devam edilir.
- Malzeme bacağında tam bir huni oluşturacak miktarda lehim uygulanır.
- Lehim işlemi lehim soğuması ile birlikte bitirilir.
LEHİMLEME TEKNOLOJİLERİ ( El İle Lehimleme Sistemlerinde )
- Rezistanslı Isıtma Teknolojisi
- İndiksiyon Frekanslı Isıtma Teknolojisi
- Sıcak Hava Üflemeli Isıtma Teknolojisi
Teknolojileri Ayrı Ayrı İnceleyelim
- Rezistanslı Isıtma Teknolojisi:
Bu lehim teli eritme ısı teknolojisi dünyanın en eski ve en kılasik kullanılan teknolojilerindendir.
Teknoloji 220, 110, 80, 50, 30, volt değerlerinde nüve üzerine yada bir seramik makara üzerine sarılmış rezistans direnç telinin şebekeden aldığı elektrik enerjisi ile sınması ile nüveyi ısıtır ve nüveya bağlanmış havya ucu ısınınır bu havya ucuda lehim telini eriterek elektronik karta istenilen malzeme lehim ile bağlama, tutturma, montajını yapar.
Teknoloji çok fazla sarf malzmeme gerektirmektedir. Havya parçları içeirinde bulunan bu ısıtma elemanı rezistans periyodik zamanlarda aşınır ve değişmesi gerekmektedir. Rezistansın ilk günkü ısı performansı ile sonraki dönemlerdeki performansı farklılık göstermektedir. Bundan dolayı bu eski rezistans teknolojisini kulanan havya cihazları lehim makinaları yada lehim istasyonları kısa sürede kalibrasyon gerektirmektedir.
Unutulmamalıdırki Havyanınız lehimleme ve lehim sökme aşamalarında büyük ısı değişim faklılığı yaratmamalıdır. Fazla ısı düşümleri ve fazla aşırı ısı artmaları lehim kalitesini bozaçak hatta lehimini yaptığınız malzmelerin ısıya bağlı olarak arızalanmasına neden olacaktır. Bir lehimleme cihazı istasyonu ve sistem tercihlerinizde ısı stabilazasyonuna dikkat etmek büyük önem taşımaktadır.
Lehimi eritmiş görünmesi doğru bir lehimleme yapmanız demek değildir. Güvenli teknolojileri kullanmak büyük önem taşımakatadır.
Rezistanslı sistemler yüksek direnç değerine sahip tellerin ısınması ile çalışırken büyük elektrik sarfiyatı oluşturmaktadır.
Bilindiği üzere çok çeşitli elektronik malzemler ve bu malzmelerin çeşitlilik gösteren gövde yapıları yani kılıfları vardır. Her malzemenin kendine has lehimleme ısı profilleri vardır. Bu farklı küçüklükte ve büyüklükteki malzmelerin ısı değerleri lehim oran ve uygulama süreleri farklılık göstermektedir.
Bu teknolojilerde çalışma yapacak operatörlerin her malzmeye göre uygun ısı değerini ayarlaması gerekmektedir. Bu teknolojiyi kullanan noktalarda sabir ıslara ayarlanarak kullanıldığı bilinmektedir. Buda daha hassas cip ve entegre ailelerinde ısısal arızalar ve ömür azalma gibi olumsuz etkiler yaşanmaktadır. Özellikle üretim aşamalrında bu faktörlerden etkilenmiş elektronik kartların garanti süresinden daha az mir zamanda arızalandığı görülmüştür.
Özellikle teknolojide sabit kalite ve uzun süre kullanım garantisi verbilmek için bu teknolojiler çok uygun görülmemektedir. Fakat bu teknolojiyi kullanan operatörler sürekli ısı değerlerini malzemeye göre ayarlar belirli periyotlarda kalibrasyon yaptırıp kullanırlarsa üretilecek kartlarda kaliteye ulaşılacaktır. Dünyada teknolojik üretim yapan elektronik üreticiler eski teknolojilerden uzaklaşarak insan, operatör hatalarının daha ortadan kaldıracak yada kaldırmış yeni teknolojiler kullanmaktadır.
- İndiksiyon Frekanslı Isıtma Teknolojisi:
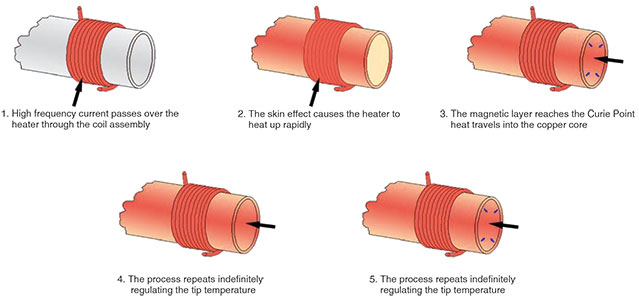
Bu teknoloji; lehimleme uygulamalarında büyük değişimler ve olumlu etkileri olmuştur. Havya el aparatlarındaki rezistansı ortadan kaldırarak, rezistans sarf ihityacı yok olmuştur. 13.56 MHz lik ve 450 KHz lik çalışma frekanslarında güç kayanakları bulunmaktadır. Bu kaynakların üretmiş olduğu frekanlar özel tasarlanmış indiksiyon havya uçlarına iletilerek çok hızlı bir havya ucu ısınması ve güç kontrolü oluşturmaktadır. Bu teknoloji dünyada lehimleme uygulamlarında en güvenilir olarak bilinmekte ve kabul edilmektedir.
Bu kabul edirliklere ve çalışmalara olan olumlu etkilerine bir bakalım. Bu teknoloji ile havya ucundaki ısı stabilisazyonu +- 1 derece olarak sabitlemektedir. Bu ısı stabilezasyonu lehimin aşırı ısınarak lehim yapısının bozulmasını engellemeketdir. Eksi yani düşük ısı olarak düşünürsekte ısı stabil kaldığı için soğuk lehim kesinlikle olmamaktadır. Ayrıca bu teknolojiyi kullanan havyalarda sısı ayarı yoktur. Isı her zaman kurşunlu yada kurşunsuz lehimlerin IPC standartlarında lehim ayapabilecek ısı değerinde 1 derece +- örnekleme ile otomatik ayarlanmakta ve ısının yanında en büyük etki olan havya güçüde lehim yapılacak nokta metal yoğunluğuna göre otaomatik ayarlanmaktadır.
Operatörlerin insiyatifine bırakılmış bir ısı ayarı mevcut değildir. Buda üretim ve bakım onarım yapacağınız elektronik kartlarda operatör hatalarının önüne geçerek uygulama güvenliği ve garantisi sağlamaktadır. Çok şaseli bölgelerde teknisyenlerimizin birçok havya ile ısısı yetmiyor, yüksek güçlü havya tercih edelim gibi problem yaşadığını yakından biliyoruz. Bu tür çok şaseli kalın bacaklı metal yoğunlu olna elektronik kartlarda bu indiksiyon ferekanslı ısı teknbolojisi kullanan havyalarda ekstra ısı ihtiyacı yaşanmamaktadır. Bu teknolojiyi kullanan havyalarda sarf olarak bilinen bir çok parça devereden çıkmıştır. Havya ucu haricinde bir sarf ihityacı yoktur.
Rezistans olmadığı için el aparatları arızalanmaz ve kulandığınız havya uçları ilk gün kullanıma başlayan havya uç kalitesini son kullanıma kadar size sunacaktır.
Özellikle çok katlı ve üzerinde çok malzme çeşidi barındıran profesyonel elektronik kartlarda her malzeme için ayrı ısı ve güç değişimi yapmadan bu teknoloji ile cip malzmelerinizden şase yoğunlu malzemelerinizin montaj yada sökme takma işlemlerinde gerek karta gerekse malzemeye ısıya bağlı zarar vermeden işlem yapabilirsiniz.
Üreticilerin ve bakım onarım ekiplerinin bu teknolojiyi tercih etmlerindeki en büyük faktör kaliteli işçilik sunması ve tak kullan tam bakımsız olması ile birlikte işletmeye ekonomik yük oluşturmamasıdır.
Bu teknoloji 200 wattlık rezistanslı havyaların yapacağı işi 30-40 Watt Güç ile çok rahat karşılamakta ve bu gücü lehim yapılacak noktadaki metal yoğunluğuna göre otomatik belirleyerek her noktaya sabit güç uygulamadan ve malzemeleri güce ve ısıya bağlı, yormadan emniyetli ve kaliteli işlem yapmasıdır.
Dünyanın en yeni ve güvenli teknolojisi olan yüksek frekans ısıtma teknolojisi ile operatör hatalarını ortadan kaldırmaktadır. Sistem otomatik güç kontrolü ile thru hole ve SMD yüzey montajlı çok hassas malzemelerin lehimlenmesinde ve sökülmesinde malzemeye ve karta zarar vermemektedir.
Bu sistemlerdeki havya ucu ısınma süresi 6-7 saniyedir. Bu teknolojide sadece havya ucu ısınır ve havya ucu gerisinde kalan metal ısınmaz ve elle tutulabilir durumdadır. Buda ucu muhafaza eden ele aparatını ısınmadan dolayı bozulmasını yada deforme olmasının önüne geçmektedir.
Havya cihazı seçilirken rezistans maaliyetlerinin göz ardı edilmemesi gerekmektedir.
Bu teknolojiyi kullanan sistemler kesinlikle kalibrasyon gerektirmemektedir. Bu teknolojiyi kullanan havyalarda temiz oda içeirinde kullanılabilir GS sertifikası mevcuttur. Bu sertifika çok özel sistemlere verilmektedir. Ve rezistanslı havyalarda bu sertifikilar bulunmamaktadır. Bu sertifikadan da görüldüğü gibi teknolojinin nekadar hassas ve güvenilir olduğunun bir göstergesidir.
- Sıcak Hava Üflemeli Isıtma Teknolojisi
Bu teknoloji ise özellikle yüzey montajlı kartların artmnası ile dahada talep edilen ve gelişmiş bir sistem ve teknoloji olmuştur. Bu teknolojinin çalışma yapısına bakmak gerekirse şu şekilde tanımlayabiliriz.



Bu teknolojide de rezistans kullanılmaktadır. Hava akışının geçebileceği bir seramik hol üzerine sarılmış rezistans 220, 110, 80, 50, 30, volt değerlerinde voltajlar uygulanarak rezistansın ısınması sağlanır. Bu ısı, ısı ayar düğmesinden değiştirilebilmektedir. Isınmış rezistansın içinden, üstünden ve aralarından cihaz içerisinde bulunna bir hava üfleme kompresörünün üretmiş olduğu basınçlı havayı hava akışı sağlanır bu hava rezistans noktasından üfle uca doğru geçerken rezistansın ısısına bağlı olarak hava ısınır ve lehim yapılacak bölgeye sıcak hava akışı sağlanır.
Bu hava akışı rezisatsı sıcaklık değerinin artırılması ve azaltılması ile ısı ayarı yapılarak lehimeleme yada lehim sökme islermi yapılır. Sıcak hava üfleme lehim eritme teknolojilerinde lehim işlemi yapılacak noktaya bu havya uçları dokunmamaktadır. Sıcak hava üfleme ısısı rezistans ısı değeri ve hava akış gücü değişimleri ile lehim üzerine düşen ısı artırılarak azaltılmaktadır.
Çok karmaşık bir yapıya sahip değidir aslında sıcak hava üfleme teknolojisini kullanan cihazlar güç kaynağı, rezistans, hava kompresörü, ve delik içli havya ucunu ve rzistansı tutan el aparatıdır. Bu ğarçaların en çok arızalanan noktaları ilk önce rezistans ve daha sonra güç kaynağı ve el aparatlarını havya uçları takip etmektedir.
uygulamalarda çok tercih edilen güvenli ve kontrollü bir teknoloji değildir. Bazı uygulamalarda deneyimli teknisyenler tarafından kullanıldığında çeşitlilik gösteren elektronik yüzey montajlı malzemelerde farklı fiziki yapılara göre havya ucu değişimi olmadan tek bir sıcak hava üfleme ucu ile çok şeşitli malzemeleri sökebilir yada lehimleme yapabilirsiniz. Bu teknoloji ile üretilmiş havya cihazlarıda, belirli periyotlarda kalibrasyon gerektirmektedir.
Bu teknolojide en çok dikkat edilmesi gereken nokta cihazların sıcak hava üfleme yaparken üretmiş olduğu statik elektriktir. Siz elektronik kartınızdan malzeme takma yada sökme işlemi yaparken elektronik kart üzerine sürekli statik enerji yüklemeniz ve özellikle içerisinde yazılım barındıran entegrelerin statik yüklenme sonrası statik deşarj anında yazılım yada program silinmesi, kod değişimi yapması anlamına gelecektir. Programlı kartlar için büyük risk oluşturmaktadır.
Bu problemler üreticiler tarafından tespit edilmiş ve önlemler alınmıştır. Bu cihazları tercih edeceğiniz zaman en dikkat edilmesi gereken alınacak, tercih edilecek sistemin ESD ( elektro statik deşarj ) özellikli yapıda olması olacaktır.
Bu teknoloji çok az havya uçu kullanarak çeşitli SMD yüzey montajlı malzemelerin lehim işlemlerini yapar, uygulama riskleri yüksektir. yüksek ve alçak ısılar soğuk lehim oluşturmaktadır. Teknisyen deneyimi büyük önem taşımaktadır.
LEHİMLEME FAKTÖRLERİ
Uç Seçimi, Doğru Kuvvet, Lehimleme Sıcaklığı,
Lehim Teli, Isı Köprüsü oluşturma,
Havya Uç Kontrolü ve Bakımı,
Flux ( Pasta ), Kimyasal Kaplama
Uç Seçimi ?
Daha küçük uçlar küçük pad ve yüzey montajlı komponentler için tercih edilir. Havya uç seçimleri lehimleme bölgelerinde çok büyük önem taşımaktadır. Lehim yapılacak bölgede büyük bir uç kullanılması elektronik kart üzerinde yanma ve fazla ısının ani uygulanmasından dolayı lehimde çürüme ve lehim patlaması ile oluşan lehim toplarının kısa devre riskini artırması olacaktır.
Vakumlama yaparak delik içerisindeki lehimi emip atık haznesine boşaltan sistemlerde malzeme bacak kalınlığı ile ölçülerek çok geniş yada dar uçlar seçilmemelidir.



Lehim Alaşımlarında Kullanılan Tipik Metaller
Kalay – Tin (Sn) Kursun – Lead (Pb) Gümüş – Silver (Ag)
Antimon – Antimony (Sb) Bizmut – Bismuth (Bi) Bakır – Copper (Cu)
İndiyum – İndium (In)
Flux ( Lehin Pastası ) Nedir Neden Kullanılır.
Lehim İçerisinde lehimden daha az ısıda eriyen ve lehim yapılacak kart üzerindeki pad ile lehimlenecek elektronik malzeme bacağındaki oksitli yada kirli tabakayı temizleyerek soğuk lehimi engeller.

Geçmişte Flux ( Pasta )
Geçmiş yıllarda elektronik üretim ve bakım onarım laboratuarlarında reçineli lehim pastaları kullanılırdı.
Bu yardımcı lehimleme kimyasalları, reçine ve pasta olarak iki grupta kullanılmaktadır. Reçine; organik çam ve ardıç gibi ağaçların öz suyundan elde edilen selülozik bir maddedir Pasta; inorganik bazı kimyasal ve alkol bazlı maddeler karıştırılarak üretilir. Halk dilinde PASTA günümüz teknolojide ise FLUX olarak adlandırılmaktadır.
FLUX ÇEŞİTLERİ - TEMİZLEME
1. Alkol Bazlı Fluxlar; Farklı Yapıda bulunan Alkol ürünleri ile Temizlenir
- Reçine İçeren
- Reçine İçermeyen
2. Su Bazlı Fluxlar ; Saf temizleme su yapıları ile temizlenirler.
- Reçine İçeren
- Reçine İçermeyen
ORAN - İLETKENLİK
Lehim tellerinin içinde bulunan flux ile birlikte harici flux kullanılmaz..
Flux oranının fazla olması havya uç ömrünü azaltır. Asit yapısının fazla olması ve bırakacağı atığında temizlenmesi maliyetlerin her iki açıdan artmasına neden olacaktır.
SMD yüzey montajlı malzeme lehimleme uygulamalarında No clean flux ve lehim telleri iletkenlik riskini ortadan kaldırmaktadır.
Eski tip yada organik fluxlar yüzey montajlı malzemelerin alt bacaklarında kalır.
Bu durum ne kadar malzeme ve kartınızı solventler ile temizleseniz de kart ve malzeme arasındaki flux atığını temizlemeyecektir.
Bu bölgelerde kısa devre kaçınılmazdır.
Sağlık
Lehim tellerinin içinde bulunan farklı kanal sayılarındaki flux maddesi, sıcak havya ucunun teması ile birlikte yanmalar oluşturmaktadır. Bu açığa çıkan yanma dumanı içerisinde sayısız zehirli madde solunum yolu ile akciğerlerimize ulaşmaktadır. Akciğer rahatsızlıklarının önüne geçebilmek ve cilt sorunları yaşamamak için acil önlemler alınması gerekmektedir. Bu önlemlerden en kolayı masa üstü hepa filtreli lehim dumanı çekme ve temizleme sistemleridir. lehim dumanından oldukca uzak durmaktır.

No-Clean” Nedir?
Lehimlemeden sonra temizleme işlemi gerektirmez.
Bir NO CLEAN lehimleme malzemesinin, lehim teli, krem lehim veya sıvı flux, normal koşullar altında gerek görsellik açısından gerekse elektriksel iletkenlikten dolayı risk almadan kullanılabilmesidir.
Water Soluble” Nedir?
Aktivasyon seviyesi orta yada yüksek olan (Organik veya İnorganik Acid) ve aşındırıcı özelliğe sahip artıkları su ile çözülebilen fluxlardır.
VOC Free” Nedir?
VOC (Volatile Organic Compounds) uçucu organik bileşiklerdir. Bu çözeltiler normal kullanım sırasında buharlaşıp havaya karışarak küresel ısınmayı arttırıcı etki yapar. Alkoller, eterler, alkanlar gibi hidrokarbonların çoğu VOC olarak nitelendirilir. Su bazlı fluxlarda “VOC Free” olarak tanımlanır.
Havya Uçlarının Ömrünü Etkileyen Faktörler
Havya Ucu Sıcaklığı ( Yüksek Islarda Kullanımı )
Havya Ucu Temizleme Süngeri ( Islaklık Oranı )
Havya Ucu Temizleme Tel Yumağı ( Metalik Sürtünme )
Havya Ucu temizliğinde kullanılan Su ( Kireçlilik ve kireç kaplama )
Havya ucu Oksidasyon ( Ortamda bulunan nemlilik )
Havya ucu Sürekli Çalışması ( Kullanılmadığı zamanlarda ucun Aynı güç ve ısıda çalışır kalması )
Havya ucunun Sökülmesi ( Metal el aletleri kullanarak zarar verilmesi )
Değerli İltek Teknoloji takipcileri Lehim ve lehimleme uygulamalarında öğrenmek istediğiniz tüm bilgiler ve bu en son teknolojiler için firmamız ile iletişime geçerek en ekonomik, doğru teknik ve teknolojileri temin edebilirisiniz.
Buraya Tıklayarak hemen bize ulaşın...